|
Produktdetails:
|
| Material: | Draht des unlegierten Hartstahls | beschichtende Art: | Messing |
|---|---|---|---|
| Geschwindigkeit: | ≤70m/min | Kapazität: | 1500ton/month (basiert auf φ1.48mm) |
| Markieren: | Kupferne Zink-Legierungs-Überzug-Maschine,Messinglinie des überzug-70m/min,Messinglinie des überzug-1500t/month |
||
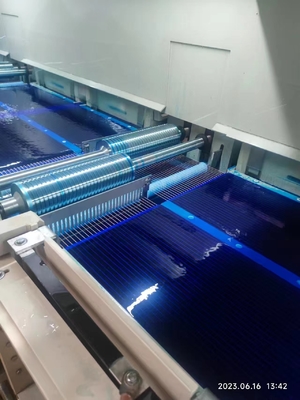
Messingüberzug-Maschinen-Messingüberzug-Linie Kupfer-Zink-Legierungs-Überzug-Maschine
1. Technologischer Produktionsablauf.
zahlen Sie weg → Entfettungs→ Wärmebehandlung →patenting→water cooling→pickling→water rinsing→copper plating→water rinsing→zinc plating→water rinsing→hot Wasser rinsing→MF→phosphoric saures wash→water rinsing→soaping→ aufzunehmen
2. Hauptprozeßeinleitung.
Entfettung: entfernen Sie das ungleiche Seifenpulver und den Borax, und malen Sie eine Schicht Seifenpulver und Borax auf der Oberfläche des Blankstahldrahtes, damit die Oberflächenbeschichtung des Stahldrahtes einheitlicher ist.
Wärmebehandlung: lassen Sie den Draht des Deformationshärtbaren stahls die Duktilität wieder herstellen, und beschaffen Sie die ideale Mikrostruktur, um die Kosten des Stahldrahtes in der Dehnfestigkeit, in der Form, in der Verlängerung und in anderen Anforderungen zu treffen.
Patentierung: der Draht des vergüteten Stahls wird unten von der hohen Temperatur abgekühlt, und der Wasserdampf, der Prozess löscht, wird benutzt, um starke Stärke und geformte sostenitic Struktur zu erhalten.
In Essig einlegen: entfernen Sie alle Oxide und Rückstände auf der Oberfläche des Stahldrahtes, und die saubere Oberfläche ist zur einheitlichen Abdeckung der hinteren Beschichtung förderlich.
Verkupferung: eine Schicht Kupfer wird gleichmäßig auf der Oberfläche des Stahldrahtes überzogen, damit der folgende Messing zum Zeichnen förderlich ist.
Zinküberzug: Absetzung des Metallzinks auf der Oberfläche des Stahldrahtes.
MF: die Methode der Zwischenfrequenzheizung macht die Kupfer- und Zinkschichten vom Stahldraht zerstreut mit einander, um Messing zu erhalten. Der Effekt des Zwischenfrequenzausglühens ist, die Oberfläche des Stahldrahtes auf eine bestimmte Temperatur zu erhöhen, um das Zink und das Kupfer gegenseitig zerstreut zu machen.
Phosphorhaltige saure Wäsche: entfernen Sie das Zinkoxid, das auf der Oberfläche des Stahldrahtes im Stadium der thermischen Diffusion der Zwischenfrequenz produziert wird, das hart und nicht einfach sich zu verformen ist. Zu viel Zinkoxid führt zu defekten Draht im nass zeichnenden Prozess.
Vorbereitung 3.Solution
| Verkupferungslösung | Cu2+ | 25-30g/L |
| PH | 8~9 | |
| P2O74- /CU2+ | 6.8~7.8 | |
| Cl | <3g/L | |
| PO43- | <100g/L | |
| Temperatur | ℃ 50±3 | |
| Zinküberzuglösung | ZnSO4·7H2O | 250±50g/L |
| PH | 1,0 | 2,0 | |
| Cl | <130mg/l | |
| Temperatur | Raumtemperatur |
Anwendung 4.Product
Reifenmeridian, Stahldraht, Diamanthauptleitungsträger, Schlauchdraht, etc. schneiden.
5. Unsere Dienstleistungen
Um den Kunden zu garantieren seien Sie völlig in der Lage die Maschine zu betreiben, wenn der Kundenbedarf, wir Kundentraining helfen kann, einschließt:
(1) korrekte Betriebsart
(2) korrekte Wartungsweise
(3) korrektes technologisches prozesskontrolliertes
(4) beseitigen einfaches Problem
Die ganze Galvanisierungsmaschine unserer Firma sind bereits in Galvanisierungsbereich weitverbreitet gewesen.
6.Packaging u. Verschiffen
Wir können es durch Palette oder entsprechend den spezifischen Anforderungen der Kunden verpacken.
Hafen: Shanghai/Ningbo
Ansprechpartner: Mrs. YeGuiFeng
Telefon: +86 85778256
Faxen: 86-571-85778267