

|
Produktdetails:
|
| Material: | Stahldraht | Drahtdurchmesser-Strecke: | Einheit für die Verwendung in Kraftfahrzeugen |
|---|---|---|---|
| Beschichtende Art: | Messing | Inhalt des Kupfers: | 62~68% |
| beschichtendes Gewicht: | 3~8g/kg | Drahtlinien: | 36,48 oder 56 Zeilen |
| DV: | DV=75 oder 95m*mm/min | Kraftstofftyp: | NG oder LPG |
| Kapazität: | 1500 t/Monat (basierend auf φ1,48 mm Stahldraht) | Spannung: | 380v |
| Gewährleistung: | 1 Jahr | Automatische Einstufung: | Automatisch |
| Markieren: | Elektroplattiermaschine für die industrielle Verarbeitung von Messing,Elektroplattiermaschine für Stahldraht und Messing |
||
Produktion von Messingelektroplattierung Messingbeschichtung Maschine
1Die wichtigsten Parameter einer elektroplattierten Messing-Produktionslinie.
| - Nein. | Artikel | Spezifikation |
| 1 | Material | Stahldraht |
| 2 | Bandbreite des Drahtdurchmessers | Wir haben ein Problem.45~φ3,5 mm |
| 3 | Beschichtungsart | mit einer Breite von nicht mehr als 20 mm |
| 4 | Kupfergehalt | 62 bis 68% |
| 5 | Beschichtungsgewicht | 3 bis 8 g/kg |
| 6 | Drahtleitungen | 36,48 oder 56 Zeilen |
| 7 | DV | DV = 75 oder 95m*mm/min ((maximale Geschwindigkeit 70 oder 90m/min) |
| 8 | Kraftstoffart | Erdgas oder Flüssiggas |
| 9 | Kapazität | 1500 t/Monat (basierend auf φ1,48 mm Stahldraht) |
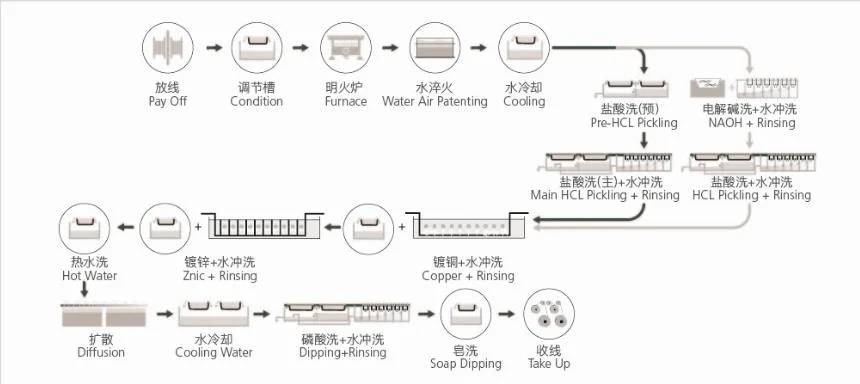
2Technologischer Produktionsprozess.
Pay-off→Degreasing→Furnace→Quenching→Water cooling→Pickling→Water rinsing→Copper plating→Water rinsing→Zinc plating→Water rinsing→Hot water rinsing→MF→Phosphoric acid wash→Water rinsing→Soaping→Take-up
3- Einführung des Hauptprozesses.
Entfettung: entfernen Sie das ungleichmäßige Seifenpulver und den Borax und malen Sie eine Schicht aus Seifenpulver und Borax auf die Oberfläche des hellen Stahldrahtes, damit die Oberflächenbeschichtung des Stahldrahtes gleichmäßiger ist.
Brennstoff: die Verformung des Stahldrahtes durch Verhärtung herstellen, um die Duktilität wiederherzustellen, und die ideale Mikrostruktur erhalten, um den Kosten des Stahldrahtes in Bezug auf Zugfestigkeit, Form, Dehnung und andere Anforderungen gerecht zu werden.
Auslöschen: das wärmebehandelte Stahldraht wird von hoher Temperatur abgekühlt und mit Wasserdampf abkühlen, um eine hohe Festigkeit und eine geformte sostenitische Struktur zu erhalten.
Beim Einlegen: alle Oxide und Rückstände auf der Oberfläche des Stahldrahtes entfernen, und die saubere Oberfläche fördert eine gleichmäßige Abdeckung der hinteren Beschichtung.
Kupferplattierung: auf der Oberfläche des Stahldrahtes wird eine Kupferschicht gleichmäßig beschichtet, so daß das daraus entstehende Messing zum Ziehen geeignet ist.
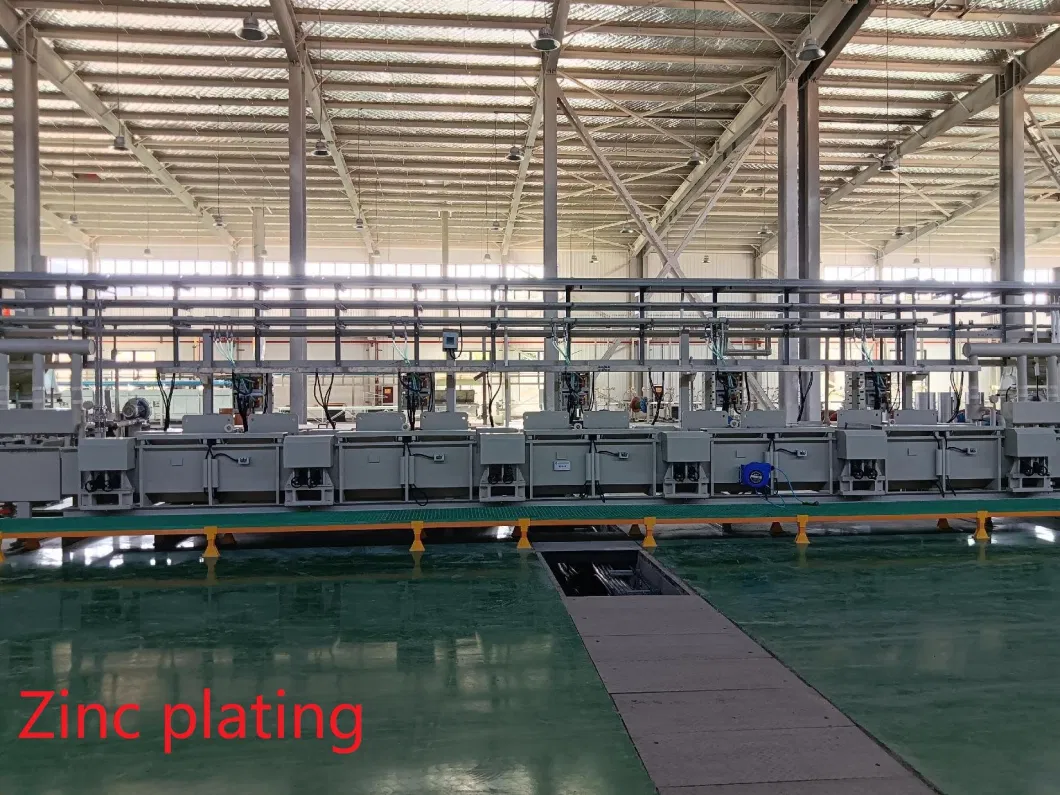
Zinkplattierung: Ablagerung von Metallzink auf der Oberfläche von Stahldraht.
MF: durch die Mittelfrequenzheizung werden die Kupfer- und Zinkschichten des Stahldrahtes miteinander diffundiert, um Messing zu erhalten.Die Wirkung des Zwischenfrequenzbrennens besteht darin, die Oberfläche des Stahldrahtes auf eine gewisse Temperatur zu heben, so daß Zink und Kupfer sich gegenseitig diffundieren.
Phosphorsäurewaschen: entfernen Sie das auf der Oberfläche des Stahldrahtes entstehende Zinkoxid in der Zwischenfrequenzthermischen Diffusionsphase, die hart und nicht leicht zu verformen ist.Zu viel Zinkoxid führt zu zerbrochenem Draht beim nassen Ziehen.



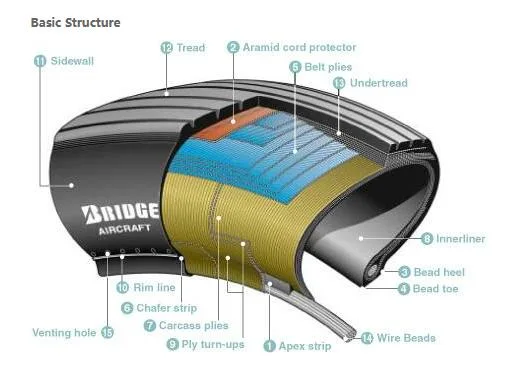
4.Produktanwendung
Reifenmeridian, Stahldraht zum Schneiden, Diamantstreifen, Schlauchdraht usw.

5. Unsere Dienstleistungen
Um zu gewährleisten, dass die Kunden in der Lage sind, die Maschine vollständig zu bedienen, können wir, wenn der Kunde es braucht, dem Kunden bei der Schulung helfen, einschließlich:
(1) Richtiger Betriebsmodus
(2) Richtige Wartungsart
(3) Richtige technologische Prozesssteuerung
(4) Einfache Probleme lösen
Alle Galvanisierungsmaschinen unseres Unternehmens sind bereits weit verbreitet im Bereich der Galvanisierung eingesetzt.
Bitte kontaktieren Sie uns bei Zweifeln.
Ansprechpartner: Mrs. YeGuiFeng
Telefon: +86 85778256
Faxen: 86-571-85778267







